



┤“─źį┌ė═Ųß╩®╣żųą╩Ūę╗ĒŚĘŪ│Żųžę¬Ą─╣żū„ĪŻć°ļH╝ęŠ▀蹊┐╝»łF(tu©ón)Ż©the International Furniture Research GroupŻ®ī”¢|─Žüå500╝ę╝ęŠ▀╣½╦Š▀M(j©¼n)ąąš{(di©żo)蹥─ĮY(ji©”)╣¹’@╩ŠŻ¼ė░Ēæ│÷▓─┬╩Ą─ę“╦žųąŻ¼Ž┬┴Ž╩ŪĄ┌ę╗Ż¼┤“─ź×ķĄ┌Č■Ż¼Ųõ└╦┘M▓─┴ŽĄ─▒╚└²Š╣š╝ĄĮ▓─┴Ž┐éōp║─Ą─35%ū¾ėęĪŻ┐╔ęŖŻ¼┤“─ź▓╗╣Ō╩Ū┘|(zh©¼)┴┐å¢Ņ}┴╦Ż¼╦³ų▒Įėė░Ēæ┴╦«a(ch©Żn)ŲĘĄ─│╔▒ŠĪŻ╚ń╣¹ĘĮĘ©║═╣▄└ĒĄ├«ö(d©Īng)?sh©┤)─įÆŻ¼ų┴╔┘┐╔ęį╣?ji©”)╩Ī5%Ą─│╔▒ŠĪŻę“┤╦Ż¼ųžęĢ┤“─ź╣żą“Ż¼╩Ū▒žĒÜę¬ū÷Ą─╣żū„┴╦ĪŻ

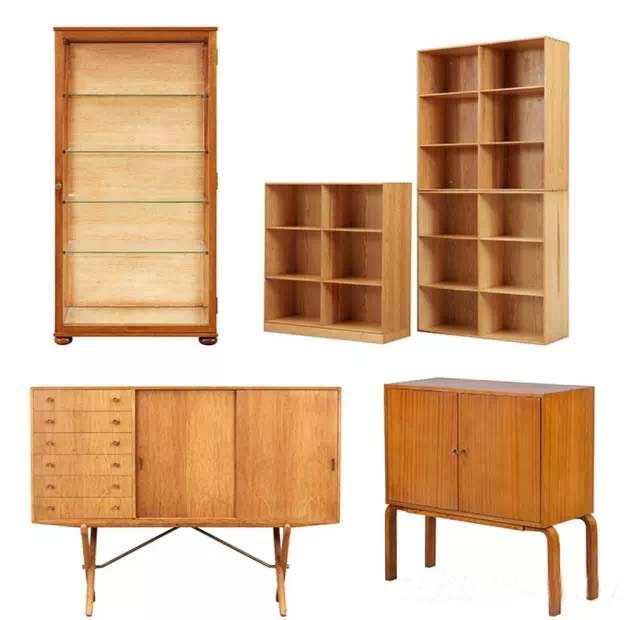
┤“─ź░┤Ųõī”Ž¾Ą─▓╗═¼┐╔Ęų×ķ░ū┼„┤“─źĪó─üūė┤“─źĪóĄūŲß┤“─źĪó├µŲß┤“─źĄ╚ĪŻ
─┐Ą─ų„ę¬╩Ū╚ź╬█ĪóšęŲĮĪŻę╗░Ńė├╔░┴Ż▌^┤ųĄ─╔░╝łŻ©╚ń240#Īó320ŻŻĄ╚Ż®Ēś─Š╝yĘĮŽ“┤“─źŻ¼▓╗─▄ÖM─ź╗“¤oęÄ(gu©®)ätĄ─üy─źŻ¼ęį├Ō┴¶Ž┬ļsüyĄ─╔░║█ĪŻ┤“─ź░ū┼„ĢrŻ¼▀Ć▒žĒÜūóęŌŠĆŚlĪó└ŃĮŪĄ╚═╗│÷▓┐╬╗▓╗─▄╔░ōpĪóūāą╬Ż¼ęįė░ĒæŲõŠĆŚlĪó└ŃĮŪ═Ōą═Ą─┴„Ģ│║═├└ė^
ę¬Ū¾╩ŪŲĮš¹Īó¤o╚▒Ž▌Ż¼─ź│÷Ą─ŠĆŚl┼c░ū┼„Ą─ŠĆŚlę¬║═ųCę╗ų┬Ż¼ę“┤╦į┌┤“─źų▒├µĢr│Żė├─ŠēKĄ╚ē|Š▀ĪŻ═Ė├„═┐čbųąĄ──üūė┤“─źę¬ūóęŌīó┴č┐pĪóßöč█Ą╚ų▄ć·Ą──üūė┤“─źĖ╔ā¶Ż¼▓╗─▄┴¶║██E
ĄūŲß┤“─ź
ĄūŲß┤“─źŻ¼░³└©ĘŌķ]ĄūŲߥ─┤“─ź║═ųąķg═┐īėĄ─┤“─źĪŻų°╔½Ū░Ą─ĘŌķ]ĄūŲß┤“─źų„ę¬╩Ū╚ź─Š├½─Š┤╠Ż¼ę╗░Ńė├320#Ī¬400#Ą─╔░╝łĪŻ×ķ┴╦╩╣ų°╔½Š∙ä“Ż¼┤╦┤╬┤“─źę¬Ū¾▌p─źĪóŠ∙ä“Ż¼Ę±ätĢ■įņ│╔ų°╔½▓╗Š∙ä“ĪŻųąķg═┐īėĄ─┤“─źŻ©ę▓Įąīėķg┤“─źŻ®┐╔ęį─źĄ¶─ż├µ╔ŽĄ─ēm┴Ż║═ę“▓┘ū„▓╗«ö(d©Īng)«a(ch©Żn)╔·Ą─ÜŌ┼▌Īóķ┘╝yĪó┴„ÆņĄ╚═┐─ż▓ĪæB(t©żi)Ż¼▀Ć┐╔ęįį÷╝ė═┐īėķgĄ─ĖĮų°┴”ĪŻīėķg┤“─ź┐╔Ė∙ō■(j©┤)ąĶę¬▀xō±320#Ī¬600#╔░╝łŻ¼Ųõ┘|(zh©¼)┴┐ę¬Ū¾╩ŪŲĮ╗¼┴„Ģ│Īó¤o┴┴ąŪŻ¼▒M┴┐¤o╔░║█Ż¼▒Ē├µ│╩├½▓Ż┴¦ĀŅĪŻ
├µŲß┤“─źŻ¼ę¬Ū¾¤o┴┴ąŪŻ¼ūŅ╝╔īó├µŲß─ź┤®Ż¼ę╗░Ńė├600#Ī¬Ī¬1000#╔░╝ł┤“─ź
┤“─źąĪ╝╝Ū╔
Ż©1Ż®║Ž└ĒĄ─▀xė├┤ų╝Ü(x©¼)▓╗═¼Ą─╔░╝łŻ║▓╗æ¬(y©®ng)▀^┤ųŻ¼▓╗æ¬(y©®ng)▀^ČÓĄ─ė├ę╗éĆą═╠¢Ż╗▓╗æ¬(y©®ng)╠°╔░Ż©ųĖ╔░╝łĄ─ą═╠¢Ż®Ż¼Å─200#╠°ĄĮ600#╗“800#ĪŻ
Ż©2Ż®┤“─źĢrĒś─Š╝y┤“─źŻ¼Į^▓╗┐vÖMüy─źŻ¼Ę±ätĢ■╩╣─Š╝y╦║┴čŻ¼Ųß│÷üĒĄ─╝ęŠ▀Ģ■┴¶Ž┬ė└Š├Ą─Ķ”┤├ĪŻ
Ż©3Ż®Ę▓┤“─ź╬’╝■Ą─▐D(zhu©Żn)ĮŪĪó└ŌĮŪ▓╗─▄╔░╠«Ż¼äėū„ę¬▌pŻ¼ę╗Č©ę¬▒Ż│ųįŁüĒĄ─łAą╬╗“ĘĮą╬Ą─▌å└¬ĪŻčb’ŚŠĆę╗Č©ę¬▒Ż│ų═”ų▒Ż¼▓╗─▄╩╣ŲõÅØŪ·ĪóöÓ┴čĪóūāą╬ĪŻ
Ż©4Ż®┤“─źĢrę╗░Ńė├╦─ųĖ║═╩ųšŲ░┤ūĪŻ¼─┤ųĖŖAūĪ╔░╝łĪŻ┤“─ź├µĘe▌^┤¾Ą─╝ęŠ▀ĢrŻ¼┐╔ē|ĘĮ─ŠŚlĒś─Š╝y┤“─źĪŻ
Ż©5Ż®▀ģ─ź▀ģ╦óŻ¼ė╔ė┌╔░╝łĄ─╔░┴Ż╚▌ęū├ō┬õŻ¼▓┴▀^╬’├µŠ═ėą─źöÓ─Š╝yĄ─┐╔─▄ĪŻ┤╦═ŌŻ¼┤“─źŽ┬üĒĄ─ēm╗ę╚▌ęūŪČ╚ļ¶Wč█Ż¼ę“┤╦Ż¼į┌┤“─źĢr▒žĒÜļSĢrė├Ė╔╦ó░čēm╗ę╦ó╚źŻ¼▀ģ─ź▀ģ╦óŻ¼ų▒ĄĮ▒Ē├µŲĮš¹╣Ō╗¼×ķų╣ĪŻ


